钢管管件的管道系统概述
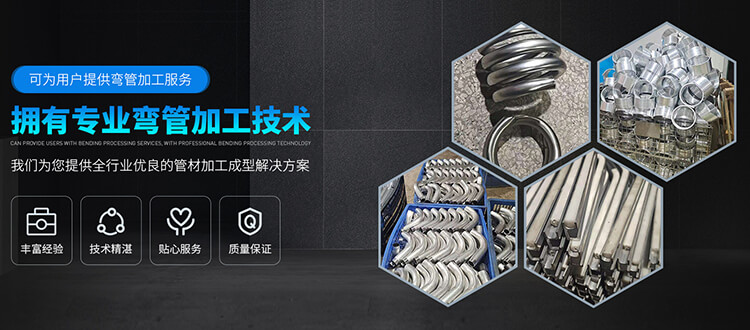
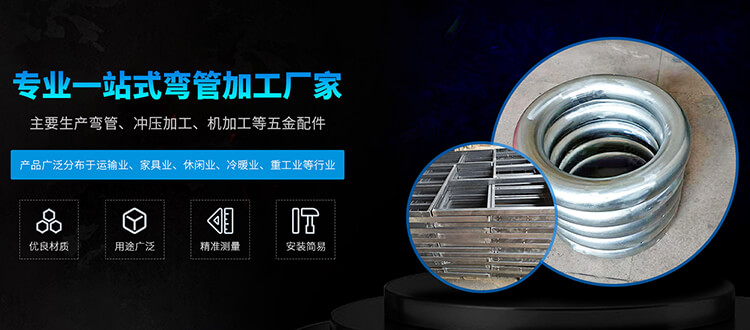
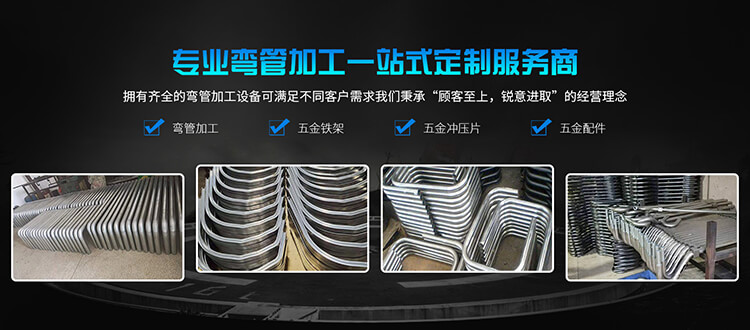
一.钢管管件的管道系统概述 为了输送液体或气体,要使用各种管道,管道中除直管道用钢管以外,还要用到各种管配件: 管道拐弯时要用弯头,管道变径时要用大小头,分叉时要用三通,管道接头与接头相连接时要用法兰,为达到开启输送介质的目的,还要用各种阀门,为减少热膨冷缩或频繁振动对管道系统的影响,还要用膨胀节此外,在管路上,还有与各种仪器仪表相连接的各种接头﹑堵头等.我们习惯将管道系统中除直管以外的其它配件统称为管配件. 二.钢管管件的金属材料常识: 金属材料是我们日常生活及工业上应用较广泛的材料.它主要分为钢﹑铁及有色金属等几类,而其中的钢又是应用较多较普遍的材料,钢中主要成份是铁元素,其余部分是人为添加的合金元素及各种杂质.正是由于这些添加的合金元素的品种不同.数量不同才形成了各种各样的钢,如普通碳钢,不锈钢,合金钢等等,在这些添加元素中,碳C起着非常重要的作用